旧小判切手や田沢切手を収集するにあたり、より高度な分類に挑戦しようとすると、これらの切手の用紙を分類することが必要不可欠になる。例えば、明治時代は「旧小判切手の用紙の分類方法を調べてみた」である。そこで、今回は切手ができる工程を調べたことをまとめてみた。
切手が出来上がるまでの工程イメージ
原料から切手が完成するまでの工程は前半の用紙製造と後半の印刷とに分けることができる。まずは前半の用紙製造の工程である。切手用紙は、①原料を採取、②皮剥・不純物除去、③蒸解・漂白、④叩解(こうかい)、⑤抄紙、⑥圧搾・脱水、⑦乾燥、⑧仕上げ調整という工程を経て用紙が完成する。

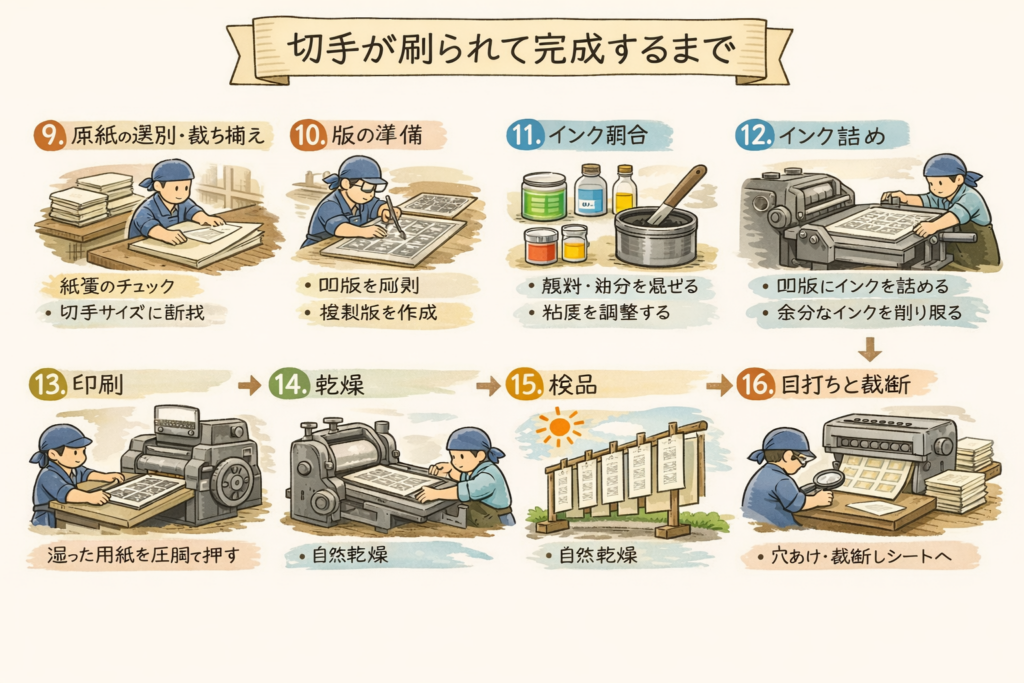
用紙を作った後は印刷をする。印刷する肯定を概念的にまとめるとこのようになる。⑨原紙の裁断、⑩版作成、⑪インク調合、⑫インク詰め、⑬印刷、⑭乾燥、⑮検品、⑯目打ちと裁断いう工程を経て切手が完成する。
用紙観点における技術的な転換点と観察できる特徴
基本的にすべての工程が用紙の特徴として現れるが、これらの工程のうち、明治期の小判切手が発行された期間において、技術的な転換点により用紙の品質のさが特に多かったことをまとめると、①の木綿からワラへの原料の変更、② 皮剥・不純物除去、③ 蒸解・煮沸工程における常圧煮熱から高圧蒸解への移行、⑤ 抄紙工程における円網から長網への移行、⑥圧搾・脱すの弱圧・回数依存から圧搾条件の工程化、⑧ 仕上げ工程におけるサイズ処理が挙げられるようだ。※番号は工程番号と一致させている。
明治時代のブレークスルーを大雑把にまとめると、原料の変更、抄紙機の変更、高圧蒸解への移行、標準化ということである。
① 木綿からワラへの原料の変更
この工程は、抄紙に用いる繊維原料そのものを選定するものであり、紙の強度、地合い、表面性などの基礎的性質を左右する前提条件となる。1880年代前半までは、国産紙の原料として木綿ボロが主に用いられており、繊維長が長く、強度に優れる反面、原料の入手性や品質のばらつきが大きく、安定供給には課題があった。そのため、用紙の性状には個体差が生じやすく、繊維の太さや分離状態にも不均一さが残る傾向が見られた。
これに対し、1880年代中頃以降はワラを原料とする試みが進められ、原料の調達性と処理工程の管理性が重視される方向へと移行していく。ワラは繊維長が比較的短く、蒸解や叩解の条件を調整しやすいため、工程全体の安定化に寄与する原料として位置づけられるようになった。
用紙観察に現れる影響としては、この移行を境に、極端に長い繊維の存在感が弱まり、繊維構成が相対的に均質化するとともに、地合いのばらつきが抑えられる傾向が見られると考えられる。一方で、木綿由来の強靭さや立体感が後退するため、紙質はより平滑で制御された方向へと変化していったと推測される。
② 皮剥・不純物除去
用紙における変化は中程度とされるが、皮剥・不純物除去にはブレークスルーがある。この工程は原料の木綿、ワラなどのうち、繊維として使えない部分や不純物を除去することを目的している。1880年代前半までは手作業中心で個人ごとの感覚でやっていたことが、1880年代後半になると皮剥・選別の基準が明文化されて除去レベルが統一された。用紙観察に現れる影響としては、これを境にゴミ・異物の混入が減ると思われる。
簡単に言うと、単に規格化されただけのようにも思えるが、個人毎に異なる不純物認定に対して統一基準となったわけだから、当時としては完成品の品質としてはばらつきがある状態から、安定的に変わったので、技術的には大きな進歩である。
③ 蒸解・煮沸工程における常圧煮熱から高圧蒸解への移行
蒸解・煮沸工程は木綿やワラなどの原料を煮沸・蒸解することで、繊維同士を結びつけている非繊維成分を除去し、繊維を分離・柔軟化することを目的としている。1880年代前半までは、常圧下での煮熱が中心であり、温度・時間・薬品濃度の管理は経験則に大きく依存していた。そのため、蒸解の進み具合にはばらつきが生じやすく、未蒸解の硬い繊維や、逆に過剰に劣化した繊維が混在する傾向があった。
これに対し、1880年代後半以降は高圧蒸解の導入により、温度・圧力・時間の制御が可能となり、蒸解条件が工程として明確に規定されるようになる。この結果、繊維の分離状態が安定し、繊維長や柔軟性のばらつきが抑えられる方向へと進んだようだ。
用紙観察としてはこのブレークスルーを境に、繊維束の残存が減少し、地合いの均一性が向上するとともに、印刷時のインク境界が繊維に過度に引きずられにくくなる傾向が見られると考えられる。
⑤ 抄紙工程における円網から長網への移行
この工程では、水中に分散した繊維を網上に堆積させ、脱水しながら紙層を形成するが、その方法には円網式と長網式という二つの異なる方式が存在する。抄紙機についてはTIPS:明治時代の抄紙機へ。円網式と長網式についてはTIPS:長網抄紙機と円網抄紙機へ。
1880年代前半までは円網式抄紙機が中心であり、回転する円筒網上で繊維を付着させる方式が採られていた。この方式では、繊維は比較的ランダムに堆積しやすく、原料濃度や回転条件の影響を受けやすいため、紙面内の地合いや厚みにはばらつきが生じやすかった。
これに対し、1880年代中頃以降は長網式抄紙機が導入され、移動する平網上に原料を流しながら脱水する方式へと移行していく。長網式では、抄紙方向に沿った繊維配向が生じやすく、脱水過程も安定するため、紙面全体の均質性が向上する方向へ進んだ。
用紙観察に現れる影響としては、この移行を境に、地合いのムラが減少し、繊維束の局在が抑えられるとともに、印刷時の線や境界が一定方向に安定して現れる傾向が強まると考えられる。また、紙幅方向の品質ばらつきが縮小することで、面版の大型化にも対応可能となり、印刷工程全体の安定化にも寄与したと推測される。
⑥ 圧搾・脱すの弱圧・回数依存から圧搾条件の工程化
用紙における変化は中程度とされるが、圧搾・脱水工程にもブレークスルーがある。この工程は、抄紙工程で形成された湿紙から水分を除去し、繊維同士を密着させて紙としての強度と密度を与えることを目的としている。1880年代前半までは、圧搾は比較的弱い圧力を複数回かける方法が中心であり、圧の強さや回数は作業者の経験や設備状況に依存していた。そのため、脱水の進み具合や繊維の締まり方にはばらつきが生じやすく、紙の厚みや表面状態にも不均一さが残る傾向があった。
1880年代後半以降は圧搾条件が工程として整理され、圧力の段階化や回数の標準化が進められるようになる。圧搾を単なる水分除去ではなく、紙質を制御する工程として位置づける考え方が定着し、脱水効率と紙面の均質性の両立が図られる方向へと進んだ。ブレークスルーとしての位置づけは② 皮剥・不純物除去と似ている。
⑧ 仕上げ工程におけるサイズ処理
明治期は用紙の仕上げ工程の工程にもブレークスルーがある。仕上げ工程は抄紙・圧搾・乾燥を経て形成された紙に対し、表面または内部にサイズ剤を付与することで、吸水性を調整し、印刷適性や耐久性を安定させることを目的としている。
1880年代前半までは、サイズ処理は補助的・経験的な工程として扱われることが多く、サイズ剤の種類や濃度、塗布量は作業者の判断に委ねられていた。そのため、紙面の吸水性にはばらつきが生じやすく、同一用紙であってもインクの滲み方や沈み込みに差が現れる場合があった。
これに対し、1880年代後半以降は、サイズ処理が仕上げ工程の一部として明確に位置づけられ、使用するサイズ剤や処理条件が工程として整理・統一されていく。これにより、紙面の吸水挙動が制御可能となり、印刷工程との整合を意識した用紙設計が行われる方向へと進んだ。これも、ブレークスルーとしての位置づけは② 皮剥・不純物除去と似ている。
用紙観察に現れる影響としては、この転換を境に、インクの過度な滲みや局所的な沈み込みが抑えられ、線やベタの表現が比較的安定する傾向が見られると考えられる。また、紙面全体の反射や手触りが均質化することで、印刷品質の再現性が向上したと推測される。
⑯目打ちと裁断
目打ちと打貫機についてはTIPS:明治時代の抄紙機へ。
まとめ
確実な用紙分類をするために必要な、どういうポイントを見ればよいのか少しずつ明確になってきた。これらの文献的特徴と実際の観察が一致するかは後日調べてみることとする。